Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.

Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Состав и физико-химические свойства
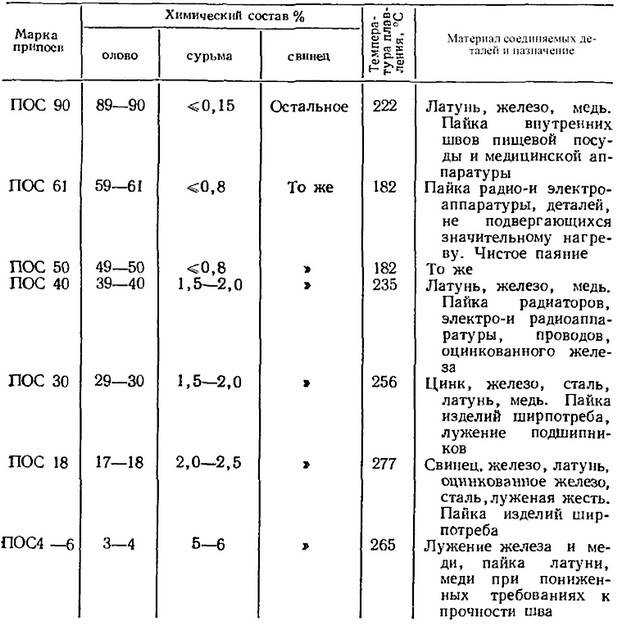
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 |
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Читать также: Стол из профильной трубы своими руками фото
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
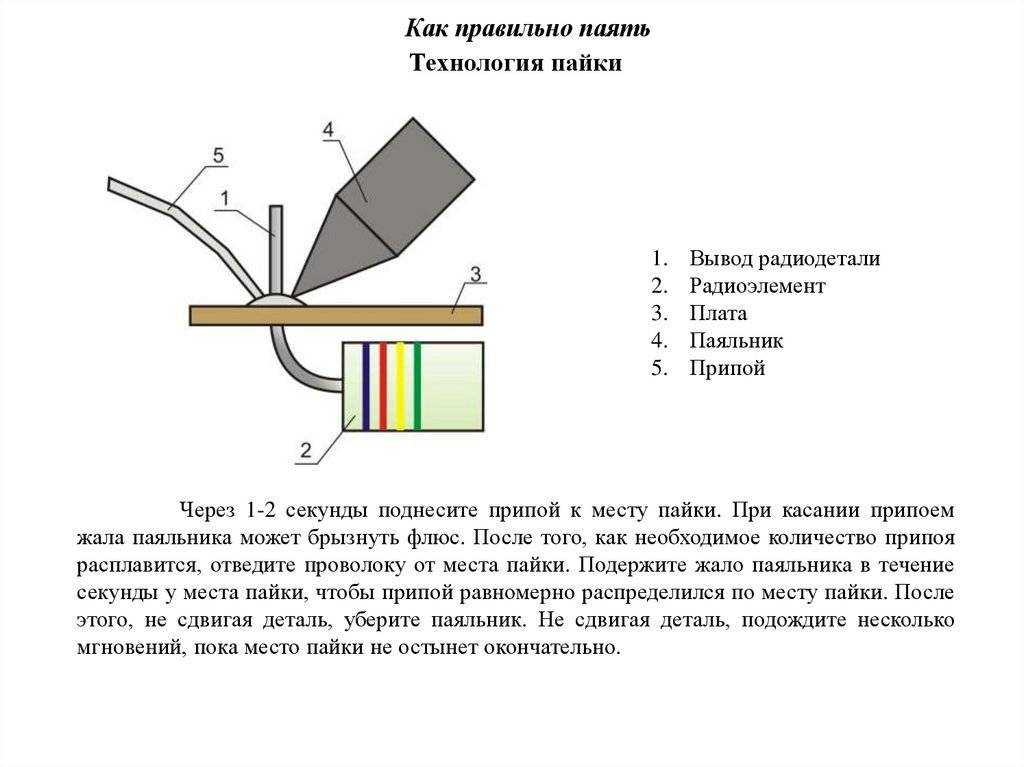
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.







Основные свойства
Температура плавления
Несмотря на вид припоя, у любого вида температура плавления не должна быть больше, чем температура спаиваемых деталей. Однако она должна быть больше рабочих температур материалов, чтобы при работе спаянного устройства припой не расплавился.
В этом вопросе есть два порога температуры. Первый – это температура, во время которой только начинается плавление самых легкоплавких составляющих припоя, а второй – это когда весь припой превратился в жидкость. Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Если соединенное пайкой место будет находиться при температуре кристаллизации, то место пайки может быстро разрушиться, даже от небольшой нагрузки, так как соединение будет иметь повышенное электрическое сопротивление и хрупкость. Во время пайки нужно знать, что пока припой окончательно не затвердел, нельзя прикладывать к нему какие-либо нагрузки.
Свойства припоев
В любом составе припоя не должны содержаться вещества, обладающие токсичными свойствами для человека, выше нормы. Припои для пайки должны иметь свойства термостабильности и электростабильности. При выборе припоя учитывается теплопроводность припоя и его тепловое расширение. Они должны быть на уровне с паяными деталями.
Виды припоев
Все припои для пайки разделяются на твердые и мягкие. Температура плавления твердых припоев составляет более 450 градусов, а мягких – до этого значения.
Мягкие припои для пайки
Наиболее популярные из них являются сплавы олова и свинца с различным процентным соотношением. Для придания особых свойств припою, в него могут добавить вспомогательные составляющие. Кадмий и висмут используются для уменьшения температуры плавления. Сурьма повышает прочность пайки.
Припой на олове и свинце имеют малую температуру плавления и низкую прочность. Для ответственных деталей такой припой лучше не применять. Если приходится паять мягким припоем детали, подверженные серьезным нагрузкам, то рекомендуется повысить площадь пайки деталей.
ПОС-40 применяется для неответственных деталей, для которых не нужна особая точность. Зону пайки можно нагревать до высокого значения температуры. ПОС-30 хорошо сочетается с латунью и медью, а также стальными сплавами.
Твердые припои для пайки
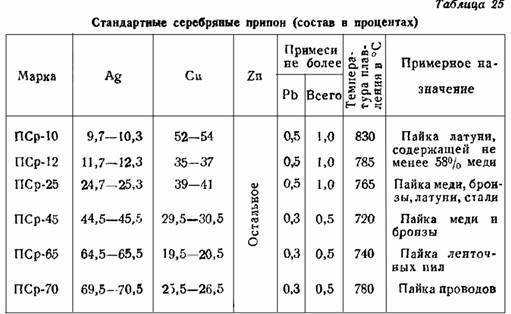
Среди твердых припоев с большой температурой плавления имеется две группы: сплавы меди и серебра. К медным видам припоев можно отнести припои, созданные на основе цинка и меди, которые хорошо сочетаются для соединений, предназначенных для статической нагрузки. Эти сплавы хрупкие, поэтому их не нужно применять для пайки материалов с ударной или вибрационной нагрузкой.
Другие виды припоя
Имеются и другие виды припоя, которые редко применяются. Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.

Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Припои для пайки. Виды и свойства. Состав и флюсы. Плавление Наиболее оптимальный вариант припоя для нержавеющей стали это припой из чистого олова, тем более, если пайка будет соприкасаться с пищевыми продуктами. Спрашивайте, я на связи!
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.





Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.




Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
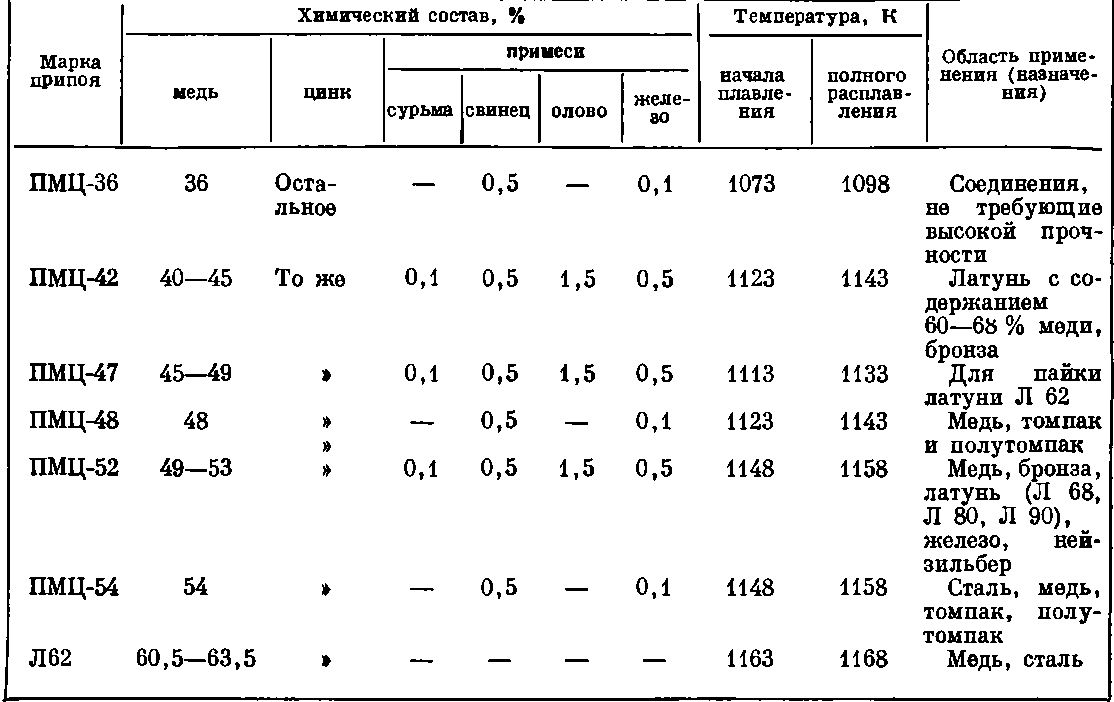
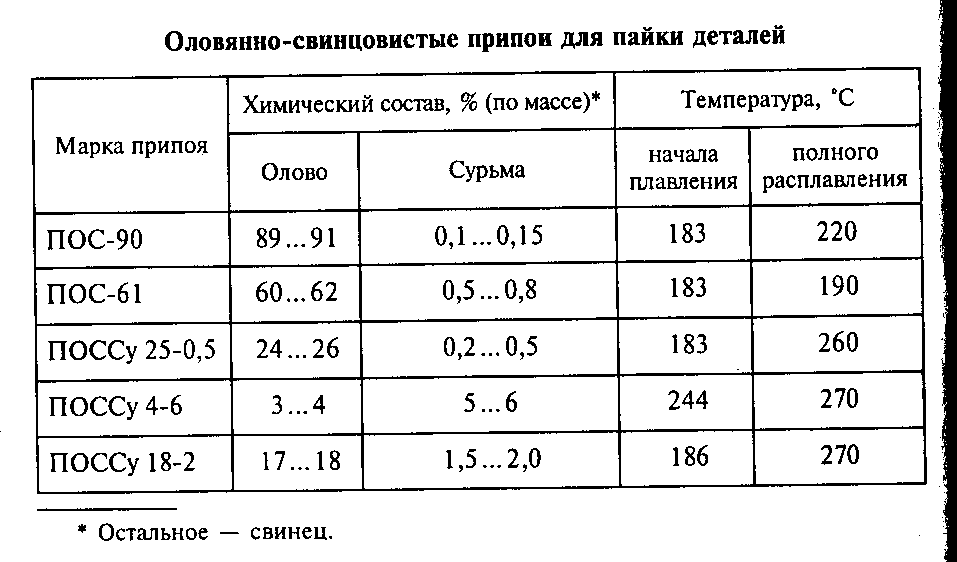
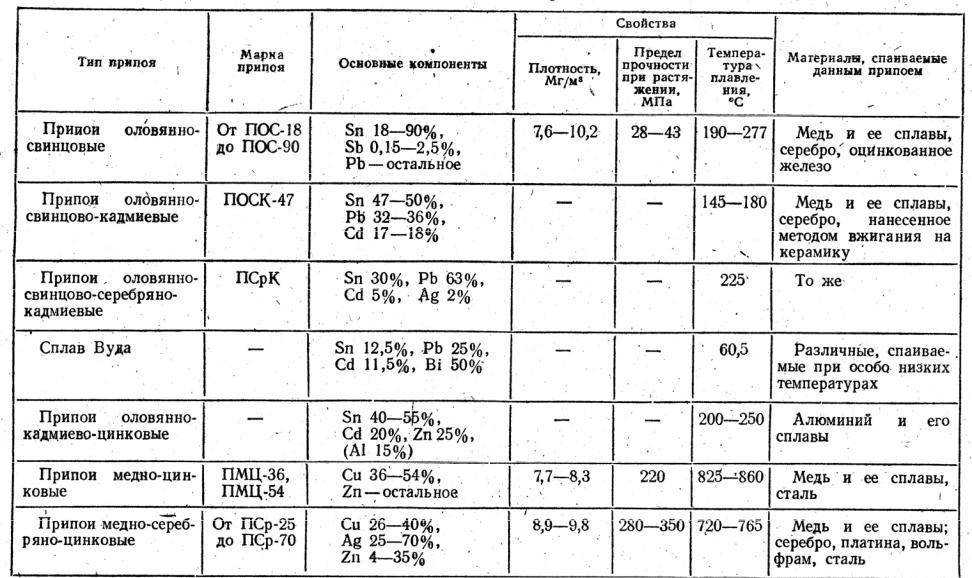
- Температура плавления, которая зависит химического состава.
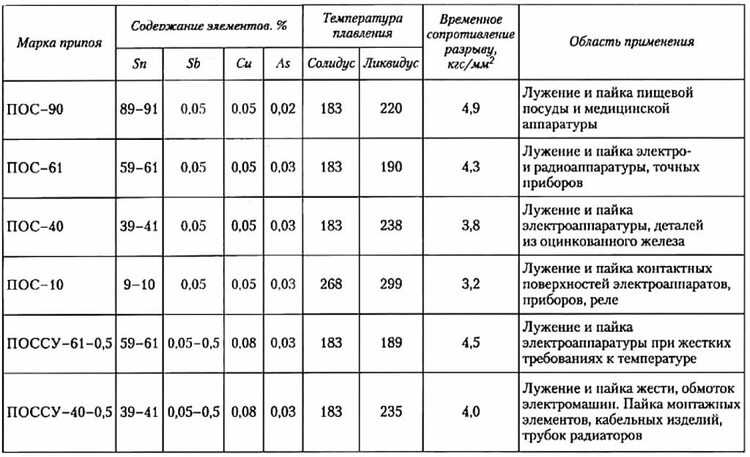
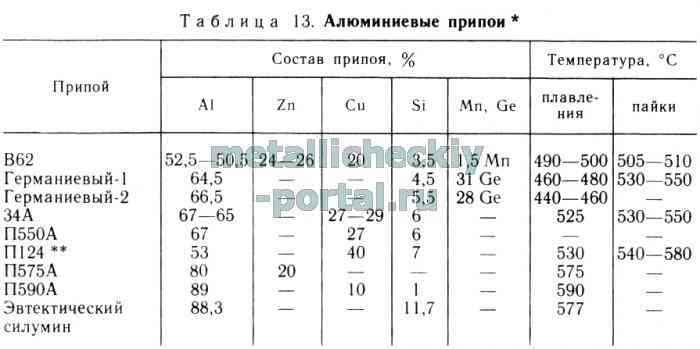
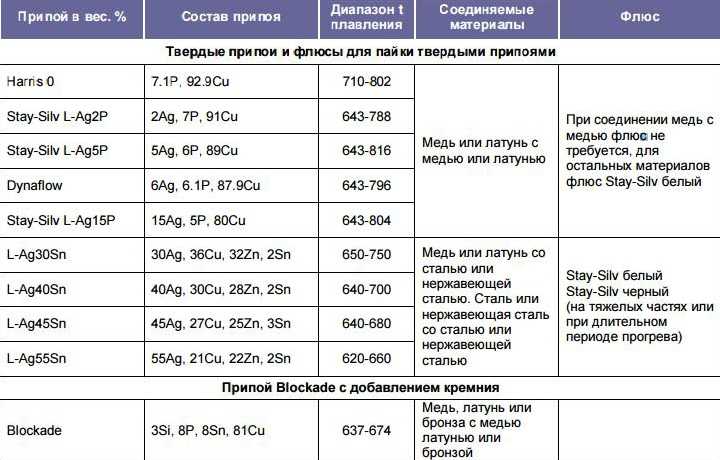
Таблица зависимости температуры и применения от химического состава припоя.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.